根據工藝操作,可分為干磨、濕磨、間歇磨和連續磨。連續磨床與間歇磨床相比,前者產量高,單位重量產品耗電少,機械化程度高,需要的作業人員少。但是,基礎設施投資費用大,操作維護復雜。目前,間歇磨機很少使用,常用于實驗室試驗磨。
在設計、裝置和維護時,必須考慮筒體的熱膨脹收縮性特征。一般來說,研磨機的排出端靠近,研磨機運轉時與暫時停止時的筒體長度不同,是因為筒體溫度不同而引起熱膨脹收縮。因此。為了保證榻榻米的正常咬合,排出端不允許任何軸向移動,因此供給端具有適應軸向熱變化的結構。筒體的軸向熱變化在磨床結構上有兩種考慮方法。一個是考慮中空軸頸的肩膀和軸承之間的預約間隙。另一個是軸承座和底板之間的水平裝置數根鋼棒,筒體熱膨脹收縮時,供給端的軸承座可以沿著棍子移動。筒體上的每個倉庫都必須開設研磨門(也稱為孔)研磨門的作用是更換襯板、隔板、填充研磨體、停止研磨機倉庫內的狀況等。球磨機主軸承 常用的滑動軸承,其直徑較大,但長度較短。軸瓦是用巴氏金鑄造的。與一般滑動軸承不同的是,只有下半部分有軸瓦。整個軸承除了用巴氏合金鑄造軸瓦外,其馀的都是鑄鋼制的。由于跨度和負荷大,會發生一定程度的繞組,制造和裝置的誤差也難以保證正確的同軸度,因此軸承會自動變位型,球面瓦座和球面瓦座之間以球心為旋轉中心稍微移動,作用與軸瓦上的負荷分布均勻。限制球面瓦的移動范圍。裝置時球面瓦座與球面瓦座之間尚未定位銷售。可以用釘子調整球面瓦座的位置。也有用斜楔調整的主軸承是球磨機的重要部件,必須充分重視其潤滑問題,一般采用稀油集中循環潤滑,小型機也采用油環潤滑、油環滴潤滑或毛線潤滑等方式。
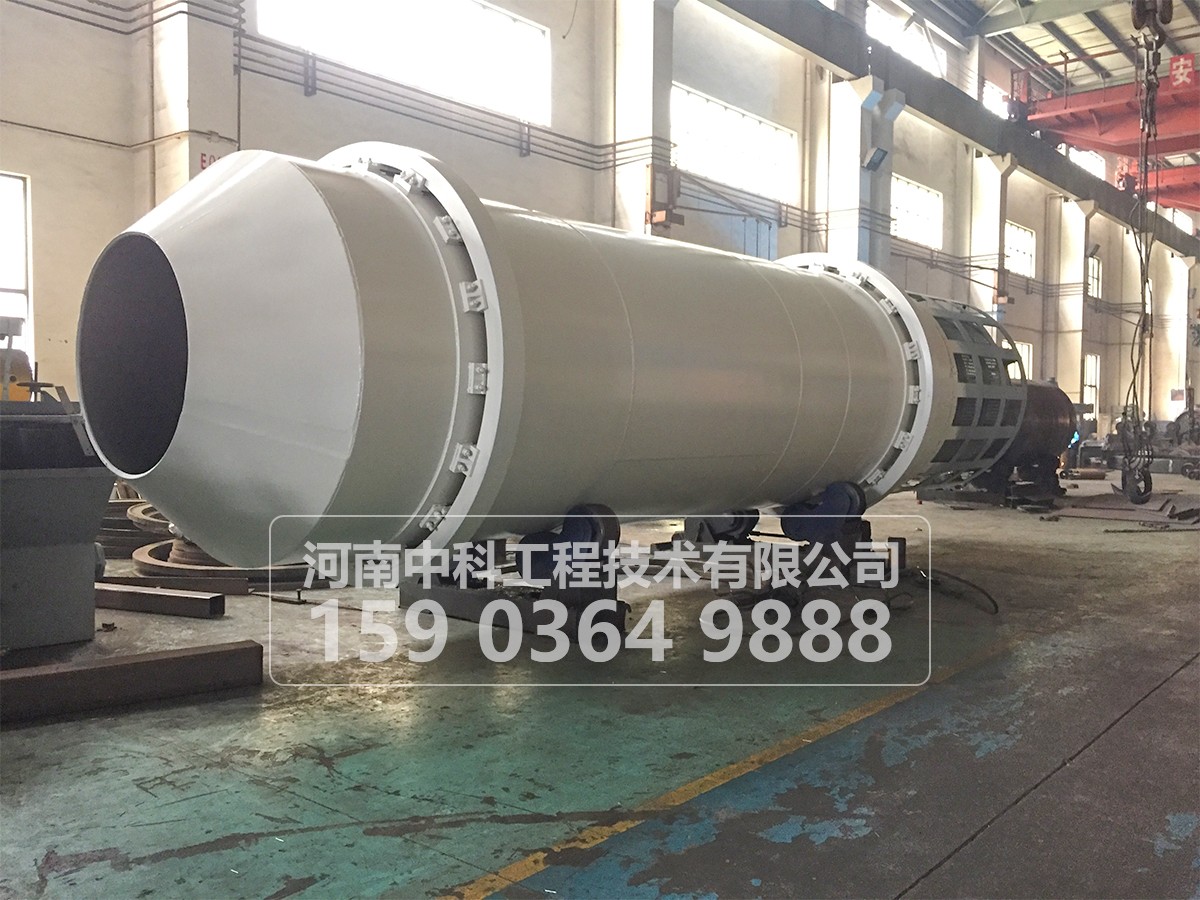
還受磨體沖擊,球磨機筒體是球磨機的主要工作部件之一。筒體工作時除了承受研磨體的靜載外。筒體旋轉,筒體產生的交變應力。因此,必須有足夠的強度和剛度。這要求制造筒體的金屬資料強度高,形狀好,具有良好的機械性能和技術性能,保證磨機筒體的安全運行。一般用于制造筒體的資料是普通結構鋼,這種材料的強度塑性焊接性能滿足工業發展研磨機能力(生產)向大型發展設置大型研磨機的筒體,16Mn鋼制造的彈性強度有限,比Q235高約50%,耐腐蝕性比Q235高50%另外,16Mn具有良好的切削加工性、焊接性、耐磨性和耐疲勞性。所以,16Mn是相當合適的鋼材。
。